Pulveförderer

Die richtige Pulverzufuhr ist matchentscheidend.
Der Pulverförderer hat die Aufgabe, das Beschichtungsmaterial in Pulverform kontinuierlich in den thermischen Beschichtungsbrenner zu fördern.
Dazu wird der Förderer in Bezug zum thermischen Spritzverfahren entsprechend ausgelegt.
Eine kontrollierte Zufuhr des Beschichtungspulvers ist dabei eine wesentliche Voraussetzung für eine erfolgreiche thermische Beschichtung.
Die Pulverzufuhr bei thermischen Beschichtungen spielt eine entscheidende Rolle, um eine gleichmässige Verteilung des Pulvers auf der Oberfläche des Bauteils zu gewährleisten.
Eine ungleichmässige Pulverzufuhr kann zu ungleichmässiger Beschichtung, unerwünschten Rissbildungen und anderen Fehlerquellen führen.
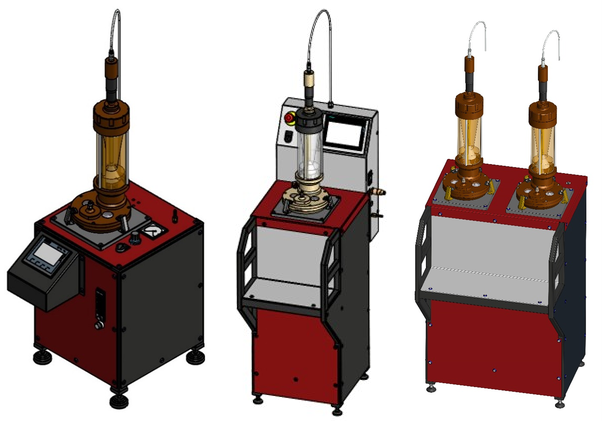
Unsere Baureihen bestehen aus Eco-Förderer, Single Förderer und Twin Förderer.

Volumetrische Förderung
Das Beschichtungspulver fliesst durch den Trichter und mithilfe eines Rührers konstant in die Nut des Pulvertellers. Der Pulverteller dreht definiert mit einer Geschwindigkeit und fördert somit ein Volumen / Zeit. Dieses somit eingestellte Volumen fliesst mit dem Trägergas und einem Absauger in den Pulverschlauch, welcher direkt mit dem Brenner verbunden ist. Gemessen wird die Förderrate mit der Einheit (g/min oder oz/min). Eingestellt wird jedes Beschichtungspulver einzeln, dazu werden Zeit und Gewicht gemessen.
Gravimetrische Förderung
Die Fördermenge wird mit einer Wägezelle kontinuierlich gemessen und via einem Algorythmus wird der Pulverteller dynamisch angesteuert.
Hier kann der Bediener die Förderrate direkt mit der Einheit (g/min oder oz/min) definieren.


Folgende Funktionen sind nach Kundenwunsch erhältlich:
- Pulvertopf Volumen: 1.5 lt / 2.5 lt /5.0 lt - Trägergas Steuerung: Schwebekörper / MassView / Massenflussregler
- Druckbereiche: 3,5 bar / 9,5 bar
- Pulverheizung als Option für alle Grössen unserer Töpfe




